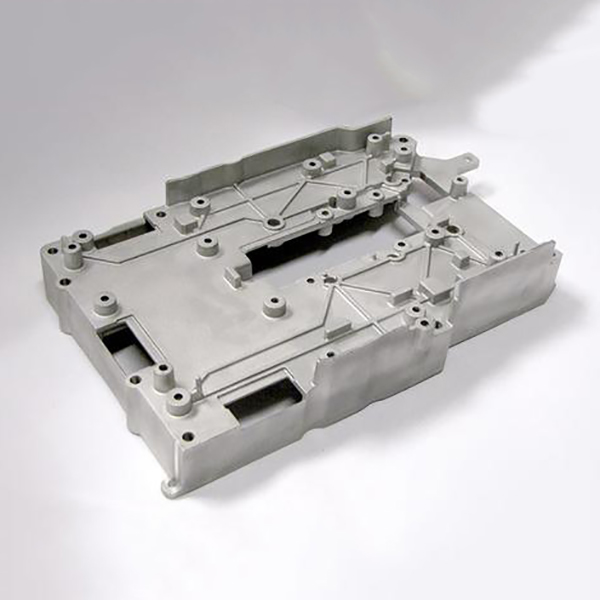
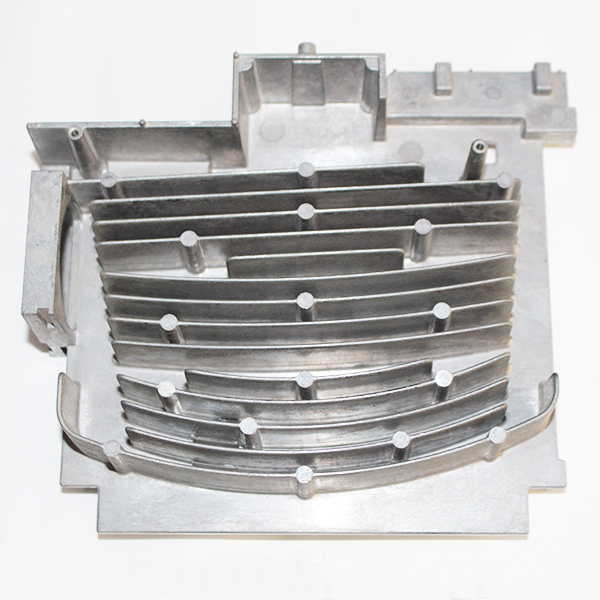
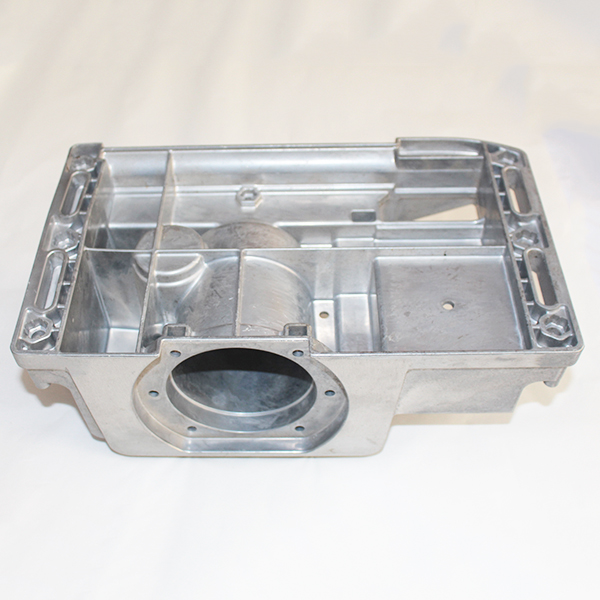
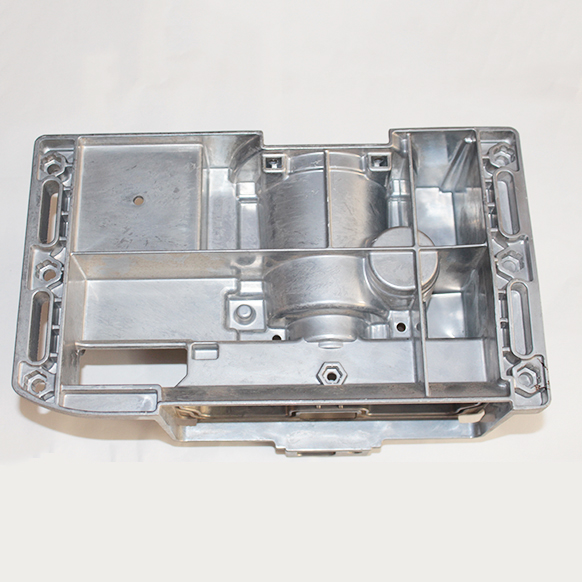
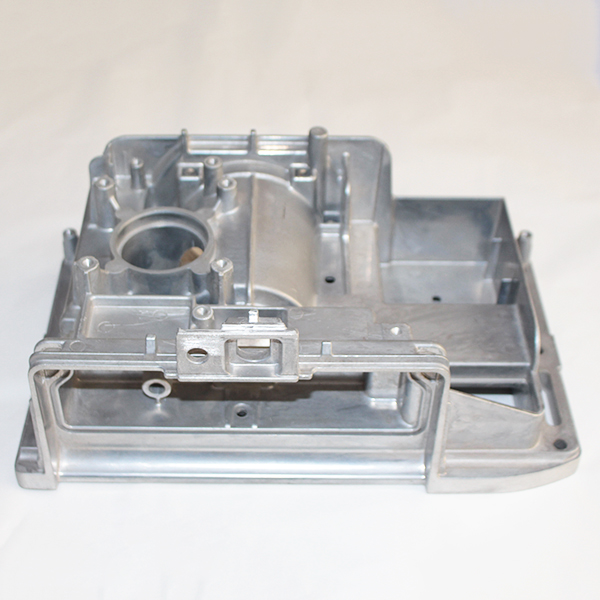
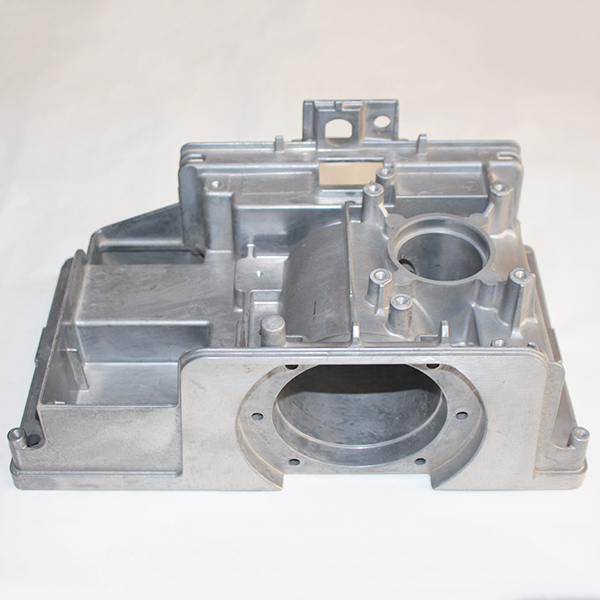
Części odlewane ciśnieniowo dla motoryzacji
- SHD Precision Tech
- Shenzhen
- 2 tygodnie
- zależy od produktu
Zmienna grubość ścianek
Węższe tolerancje
Mniej kroków od surowca do gotowej części
Szybkie czasy cyklu produkcyjnego
Redukcja odpadów materiałowych
Długa żywotność narzędzia, szczególnie w przypadku cynku i magnezu
Główny parametr:
Rodzaj produktu | Usługa odlewania ciśnieniowego | |||
Materiały | Stop aluminium, stop cynku, stop magnezu, mosiądz itp. | |||
Obróbka powierzchniowa | Anodowanie, szczotkowanie, galwanizacja, grawerowanie laserowe, druk jedwabiu, polerowanie, malowanie proszkowe itp. | |||
Tolerancja | ± 0,01 mm, 100% kontrola jakości QC przed dostawą, podaj formularz kontroli jakości; | |||
Sprzęt pomiarowy | maszyna współrzędnościowa; mikroskop narzędziowy; Ramię wieloprzegubowe; Automatyczny miernik wzrostu; Ręczny miernik wysokości; Czujnik zegarowy ; Marmurowa platforma; Pomiar chropowatości. | |||
Formaty plików | STP/ STEP/AutoCAD (DXF, DWG), PDF, TIF itp. | |||
kroki Proces odlewania ciśnieniowego
Niezależnie od tego, czy odlewanie kokilowe odbywa się w gorącej, czy w zimnej komorze, standardowy proces polega na wtryskiwaniu stopionego metalu do formy matrycowej pod wysokim ciśnieniem. Poniżej znajdują się skomplikowane etapy procesu odlewania ciśnieniowego:
Mocowanie
Pierwszym krokiem w odlewaniu ciśnieniowym jest zaciskanie. Jednak wcześniej należy oczyścić matrycę z zanieczyszczeń i nasmarować matrycę w celu lepszego wtrysku i usunięcia zastygłego produktu. Po oczyszczeniu i nasmarowaniu zaciśnij i zamknij matrycę za pomocą wysokiego ciśnienia.
Zastrzyk
Roztop metal, który chcesz wstrzyknąć i wlej go do komory strzałowej. Procedura zależy od używanego procesu. Na przykład komora śrutu jest zimna w przypadku odlewania ciśnieniowego z zimną komorą, podczas gdy jest gorąca w przypadku odlewania ciśnieniowego z gorącą komorą. Następnie wstrzykujemy metal do matrycy pod wysokim ciśnieniem generowanym przez układ hydrauliczny.
Chłodzenie
Po zaciśnięciu pozwól metalowi ostygnąć w celu zestalenia. Zestalony materiał będzie miał kształt podobny do projektu formy.
Wyrzucanie
Po zwolnieniu formy matrycowej mechanizm wyrzucający wypchnie odlew z matrycy. Zapewnić odpowiednie zestalenie przed wyrzuceniem produktu końcowego.
Lamówka
Jest to ostatni krok, który polega na usunięciu nadmiaru metalu z wlewu i prowadnicy znajdującego się na gotowym produkcie. Przycinanie można osiągnąć za pomocą wykrojnika, piły lub innych procedur. Usunięte części metalowe nadają się do recyklingu i ponownego wykorzystania w procesie.